
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Laboratoriumwaarden begrijpen: de ware manier om kleur te lezen - Drie kernparameters voor de beheersing van kleurverschillen in technische kunststoffen
“Is een ΔE van 2,1 op het colorimeterrapport acceptabel of niet?”
“De klant zegt dat de Lab-waarden afwijken, maar de kleuren zien er voor mij vrijwel hetzelfde uit.”
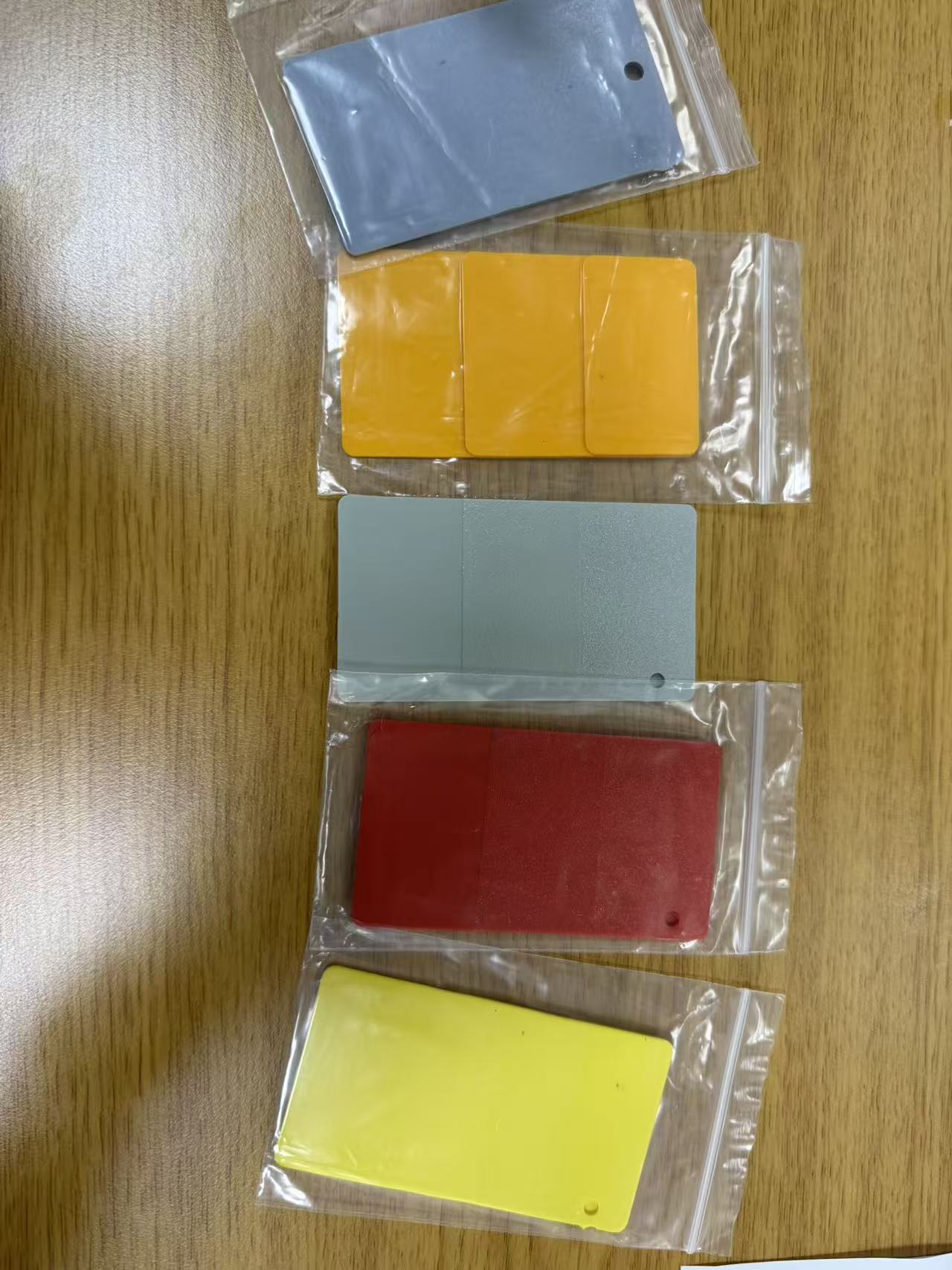
Dit zijn vragen die ons technische team elke dag hoort. In de technische kunststofindustrie worden kleurverschillen niet langer alleen met het blote oog beoordeeld. Of het nu gaat om auto-interieuronderdelen, 3C elektronische behuizingen of industriële structurele componenten, klanten nemen bijna altijd een kleurverschilacceptatiestandaard op waarin duidelijk staat: ΔE ≤ 0,5, waarbij L, a, b-waarden binnen gespecificeerde toleranties liggen.
Dus wat zijn L, a en b precies? En waarom zijn ze betrouwbaarder dan visuele inspectie? Vandaag zullen we deze drie parameters uitleggen in de taal van de productie van technische kunststoffen.
I. Het ‘coördinatensysteem’ van kleur: de laboratoriumkleurruimte
Stel je voor dat je, om een locatie op een kaart aan te wijzen, lengte-, breedte- en hoogte nodig hebt. De Lab-kleurruimte is het “driedimensionale coördinatensysteem” voor kleur.
Het werd in 1976 opgericht door de International Commission on Illumination (CIE) en blijft de mondiale gouden standaard voor kleurmeting. Elke kleur kan uniek worden gelokaliseerd in deze driedimensionale ruimte door een reeks coördinaten (L, a, b).
• L-waarde (lichtheid): varieert van 0 tot 100. L=100 is puur wit, L=0 is puur zwart. Bij technische kunststoffen is een zwart deel dat er grijsachtig uitziet of een wit deel dat geelachtig wordt in wezen een verandering in de L-waarde.
• een waarde (Rood-Groene tint): Positieve waarden geven rood aan, negatieve waarden geven groen aan. Wanneer een vlamvertragend ABS dat helderrood zou moeten zijn, verandert in een ‘saai steenrood’, is de a-waarde waarschijnlijk het probleem.
• b-waarde (geel-blauwe tint) : positieve waarden geven geel aan, negatieve waarden duiden blauw aan. De b-waarde is de meest “gevoelige” parameter – materialen zoals PBT, PC en nylon zijn gevoelig voor vergeling tijdens verwerking bij hoge temperaturen. Wanneer de b-waarde positief verschuift, wordt het gedeelte zichtbaar ‘geel’.
II. Drie cijfers, drie veelvoorkomende ‘kleurverschilsymptomen’
Op de productievloer diagnosticeren we snel de hoofdoorzaken door veranderingen in Lab-waarden:
1. Grote afwijking in L-waarde – Geef prioriteit aan het controleren van de staat van het materiaal en het gietproces.
• Hoge L-waarde (te wit/bleek): Mogelijk lage schimmeltemperatuur of onvoldoende titaandioxide in de kleurmasterbatch.
• Lage L-waarde (te donker): Mogelijke materiaaldegradatie (blootstelling aan te hoge temperaturen) of slechte ontluchting van de mal.
2. Grote afwijking in een waarde – Geef prioriteit aan het controleren van de materiaalformulering.
• Positieve waardeverschuiving (roodachtig): Vaak voorkomend in vlamvertragende materialen, waarbij de vlamvertrager bij hoge temperaturen ontleedt, waardoor de kleurstof verkleurt.
3. Grote afwijking in b-waarde – Geef prioriteit aan het controleren van de droogomstandigheden en de injectietemperatuur.
• Positieve verschuiving in b-waarde (geelachtig): De meest voorkomende oorzaak is overmatig drogen of een te hoge smelttemperatuur. Nylonmaterialen zijn bijzonder gevoelig: een b-waardeafwijking van 0,5 is met het blote oog zichtbaar “geelachtig”.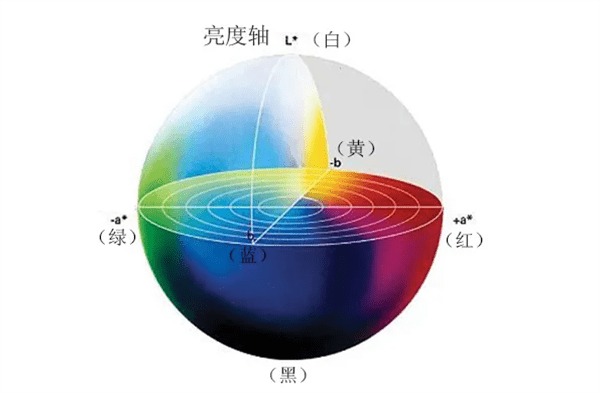
III. Wat is ΔE? Waarom kunnen we niet alleen op ΔE vertrouwen?
ΔE is de gecombineerde afwijking over de L-, a- en b-dimensies, berekend als:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Er wordt gebruik gemaakt van één enkel getal om het “totale kleurverschil” samen te vatten, wat een snelle beoordeling eenvoudig maakt. Het probleem is echter: dezelfde ΔE kan zeer verschillende kleurafwijkingen vertegenwoordigen.
Bijvoorbeeld:
• Geval A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (iets te wit)
• Geval B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (afwijkingen in alle drie de richtingen)
Beide hebben bijna dezelfde ΔE, maar geval B is ‘complexer’ en kan met het blote oog ‘modderiger’ lijken. Daarom moet bij de professionele kleurverschilcontrole rekening worden gehouden met zowel AE als individuele toleranties. Een gebruikelijke standaard voor auto-interieuronderdelen is: ΔE < 1,0, met |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Waar komt kleurverschil vandaan? Vier gemeenschappelijke bronnen
Gebaseerd op jarenlange ervaring met het bedienen van klanten, vallen de belangrijkste oorzaken van kleurverschillen in vier categorieën:
1. Variatie van materiaalbatches – Verschillende batches technische kunststoffen kunnen kleine verschillen in basiskleur hebben. Zelfs voor dezelfde kwaliteit is een b-waardeschommeling van batch tot batch van 0,3–0,5 voor POM niet ongewoon.
2. Droogproces uit de hand – Materialen als nylon, PET en PC zijn gevoelig voor vocht. Te weinig of te veel drogen kan vergeling veroorzaken. In één geval verhoogde een operator de droogtemperatuur van 80°C naar 100°C, waardoor de b-waarde steeg van 1,2 naar 2,8, waardoor een hele partij werd gesloopt.
3. Verloop van het spuitgietproces – Kleine veranderingen in tegendruk, schroefsnelheid, injectiesnelheid, houddruk, matrijstemperatuur, enz. kunnen het smeltvloei- en kristallisatiegedrag veranderen, waardoor de kleurweergave wordt beïnvloed. Met glasvezel versterkte materialen zijn bijzonder gevoelig.
4. Verschillen in de meetomgeving – Verschillende colorimeters, lichtbronnen, meetopeningen of zelfs de druk die door de operator wordt uitgeoefend, kunnen de metingen beïnvloeden. Klanten en leveranciers moeten overeenstemming bereiken over een uniforme meetstandaard (bijvoorbeeld D65-lichtbron, waarnemershoek van 10°).
V. Conclusie: Kleur kan worden beheerd
Bij technische kunststoffen is kleur niet langer een mysterie. De drie getallen L, a en b veranderen het subjectieve gevoel ‘Ik denk dat de kleur verkeerd is’ in het objectieve feit ‘L-waarde overschrijdt tolerantie met 0,6, b-waarde met 0,8.’ Als we de vier oorzaken van kleurverschillen begrijpen, kunnen we problemen voorkomen voordat ze zich voordoen.
Stuur onderzoek


X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid